
Ken Knapp
Active Member
Full Member
- Messages
- 258
- Reaction score
- 57
Recent 3 unit Noble metal SLM processed bridge does not fit. Individual abutments fit, but does not fit when on bridge.
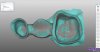
Overlapping images of STL file and scanned bridge shows that #21 moved distal about 150 microns.
SLM process did not reproduce the sent STl file.
I'm 99.5% all ceramic with 99.5% of zirconia bridges fitting. My first SLM bridge does not fit. I have had singles made without any problem.
Is this a common problem with SLM?
I'm going to have the remake made with a cast process instead.
Overlapping images of STL file and scanned bridge shows that #21 moved distal about 150 microns.
SLM process did not reproduce the sent STl file.
I'm 99.5% all ceramic with 99.5% of zirconia bridges fitting. My first SLM bridge does not fit. I have had singles made without any problem.
Is this a common problem with SLM?
I'm going to have the remake made with a cast process instead.
Attachments
Last edited:
