
Marcusthegladiator CDT
Well-Known Member
Full Member
- Messages
- 3,094
- Reaction score
- 432
Minus pics of the fracture. Too busy.
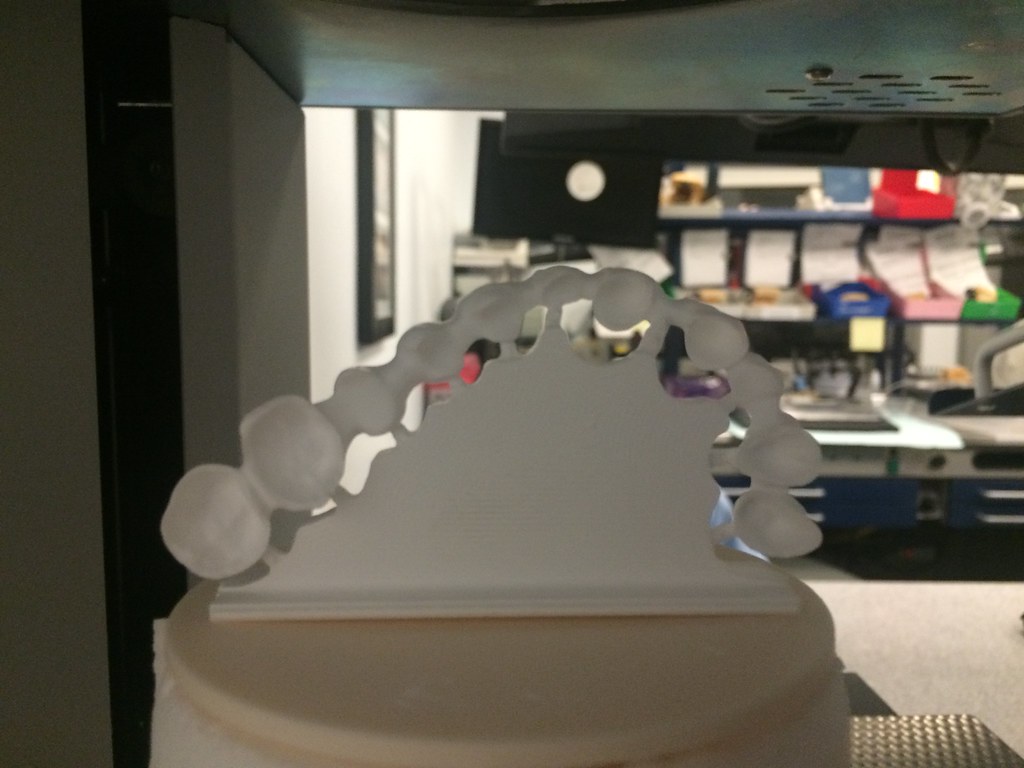
Fractured after sinter, twice.
So I enforced a min thickness of 5.5 as the last step of the design, as always. 2mm width sprues
And the doc prepped a heck of a lot, plenty of buildup.
But after sinter, I had 3 fractures. Two where the sprue met the lingual of a posterior, and the third one was the lingual wall of #8 which was not even sprued.
10C min to 1550, Hold for 2.5 hrs, and cool 6C per minute. Was about 11 hour program.
Katana HT10 22mm
Am I missing something or is this just a cursed case?
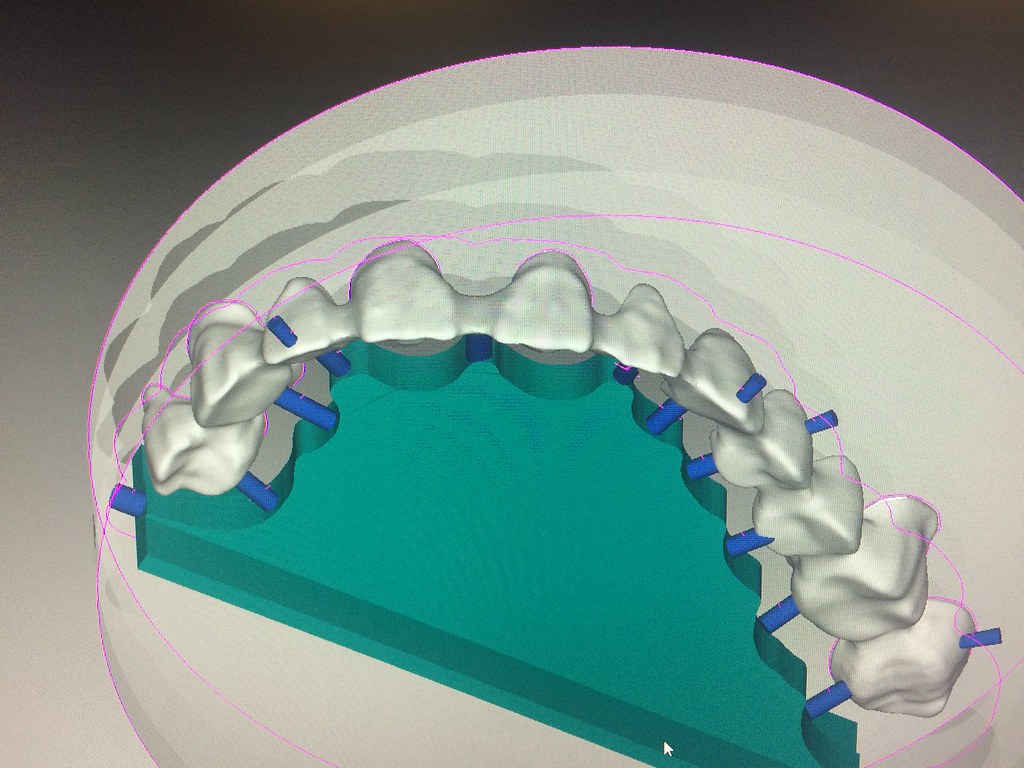
The only thing I didn't like was I was forced to angle the sprues since sum 3ds bar is aligned in the center of the z axis and I can not make it wider. So on the z axis the sprues are angled to reach the center of the z axis.
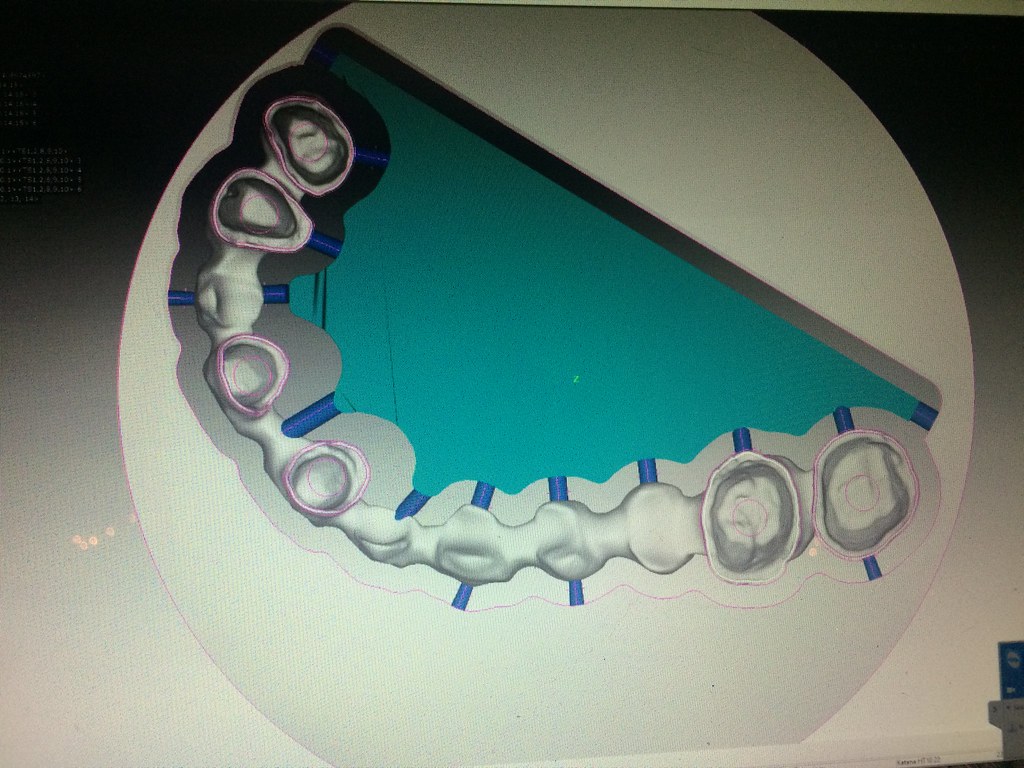
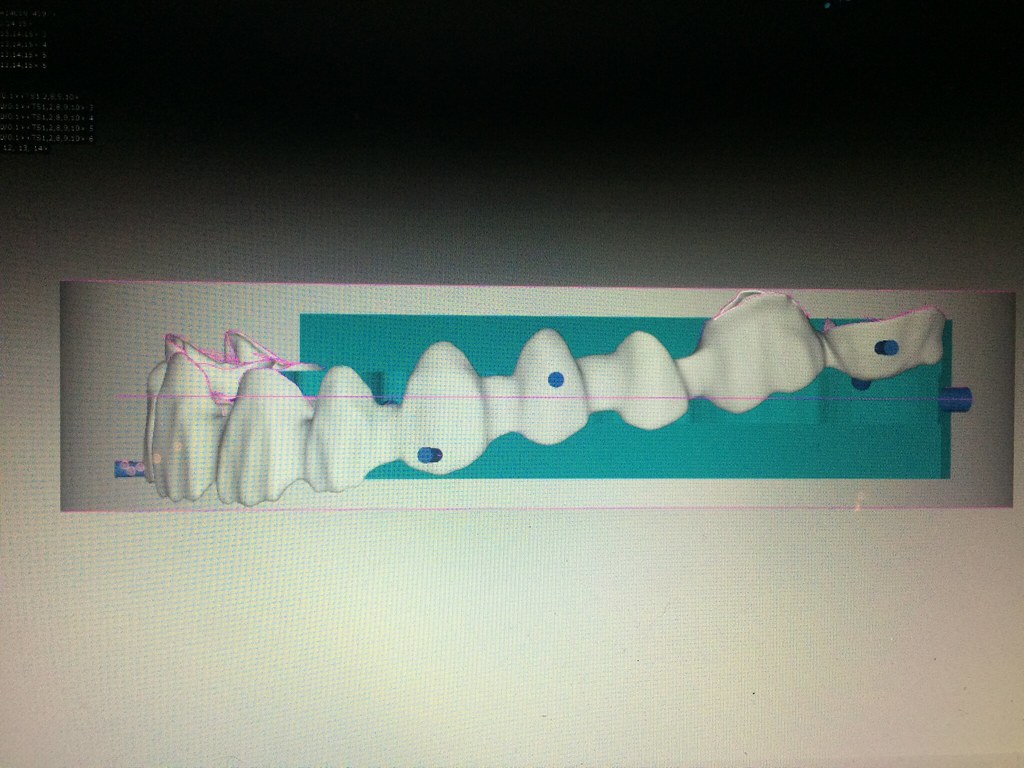
In the last two photos you can see why I could not angle and cut in a smaller blank. If I angled this bridge, the tools couldn't get past the facial margins of 8,9. So now I have to sprue at an angle... Which I have never had to do to a stabilizer bar.
How say you?

Fractured after sinter, twice.
So I enforced a min thickness of 5.5 as the last step of the design, as always. 2mm width sprues
And the doc prepped a heck of a lot, plenty of buildup.
But after sinter, I had 3 fractures. Two where the sprue met the lingual of a posterior, and the third one was the lingual wall of #8 which was not even sprued.
10C min to 1550, Hold for 2.5 hrs, and cool 6C per minute. Was about 11 hour program.
Katana HT10 22mm
Am I missing something or is this just a cursed case?
The only thing I didn't like was I was forced to angle the sprues since sum 3ds bar is aligned in the center of the z axis and I can not make it wider. So on the z axis the sprues are angled to reach the center of the z axis.
In the last two photos you can see why I could not angle and cut in a smaller blank. If I angled this bridge, the tools couldn't get past the facial margins of 8,9. So now I have to sprue at an angle... Which I have never had to do to a stabilizer bar.
How say you?
Last edited:





